? ? ? ?鋼坯專用弱磁探傷系統(tǒng)是一種高精度、高準(zhǔn)確度�����、全方位的鋼坯弱磁檢測儀器�����。該儀器可以同時(shí)檢測鋼坯四個(gè)面表面和內(nèi)部的缺陷�,特別是對于鋼坯的近表面和邊緣圓角處的缺陷,通過圖像處理技術(shù)顯示鋼坯的裂紋���、疏松�、夾雜等各類缺陷。解決了目前各類檢測檢測靈敏度不高�����,準(zhǔn)確性較差����,容易遺漏等難題�。此外,該設(shè)備是一種集成化程度較高的自動(dòng)化檢測儀器����,可以實(shí)現(xiàn)鋼坯自動(dòng)檢測分選,操作簡便�����。
 ?
?
 ?
?
 ?
?
 ?
?
? ? ? ? ? ? ? ? 圖1. 現(xiàn)場操作
設(shè)備技術(shù)參數(shù)
|
項(xiàng)目名稱
|
技術(shù)參數(shù)要求
|
|
弱磁自動(dòng)探傷儀
|
可探測內(nèi)部及表面缺陷����,并記錄
|
|
探傷面數(shù)
|
4面
|
|
探頭架固定方式
|
隨動(dòng)式
|
|
探頭架入口組距調(diào)節(jié)方式
|
自動(dòng)調(diào)節(jié)
|
|
鋼坯探傷時(shí)放置形式
|
V型傳動(dòng)或平面?zhèn)鲃?dòng)
|
|
探頭界面覆蓋范圍
|
230-280mm
|
|
探傷結(jié)果記錄方式
|
隨材料號自動(dòng)記錄
|
|
探傷結(jié)果校準(zhǔn)方式
|
樣件校準(zhǔn)
|
|
探傷設(shè)備運(yùn)行連續(xù)性要求
|
隨停、隨開���,連續(xù)探傷
|
|
運(yùn)行輥道承重量
|
≥4噸
|
|
探傷鋼坯長度
|
2500-6500mm
|
|
探傷內(nèi)部缺陷檢出能力
|
Φ2mm
|
|
探傷表面缺陷檢出能力
|
表層以下10mm,尺寸≥1.5mm
|
|
探傷掃查速度
|
最大可達(dá)到10m/min
|
|
探傷盲區(qū)
|
表面無�、端部鏟邊起≤20mm
|
|
探傷漏報(bào)及誤報(bào)率
|
≤1%
|
|
探傷檢測重復(fù)率
|
≥95%
|
|
探傷檢測穩(wěn)定性
|
dB值波動(dòng)≤±2dB
|
|
探傷檢測直線度
|
6mm/m
|
|
探傷設(shè)備對表面要求
|
不酸洗���、不拋丸,軋制冷卻后
|
|
探頭使用壽命
|
正常情況下≥2年
|
|
去毛刺后精度
|
高度≤2mm
|
|
去毛刺速度
|
≤30s/端面
|
|
去毛刺面數(shù)
|
端部4個(gè)面
|
|
截面尺寸測量精度
|
寬度�、高度≤0.5mm
|
|
長度測量精度
|
≤3mm
|
|
尺寸測量速度
|
≤30s/支
|
|
上料臺(tái)架備料量
|
數(shù)量≥230mm*20支
|
|
上料臺(tái)架上料速度
|
≤20s/支
|
|
下料臺(tái)架備料量
|
≥230mm*20支
|
|
下料臺(tái)架數(shù)量
|
2個(gè)
|
|
下料臺(tái)架下料速度
|
≤20s/支
|
?
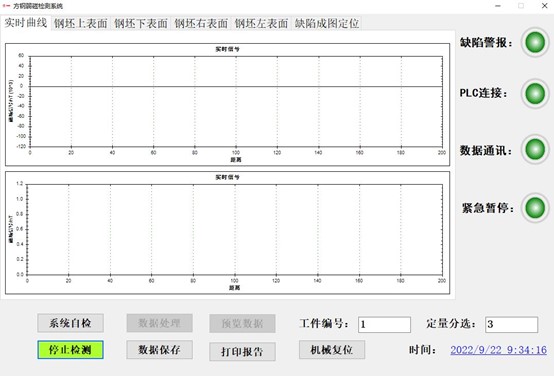
圖2. 軟件操作主界面
?
軟件界面功能介紹:
1.“系統(tǒng)自檢”:對系統(tǒng)三個(gè)條件進(jìn)行自檢測:①自檢測與PLC是否連接成功�。②探頭機(jī)械臂是否張開到位。③緊急暫停按鈕是否未復(fù)位��。
2.“數(shù)據(jù)處理”:對之前檢測存儲(chǔ)的數(shù)據(jù)進(jìn)行調(diào)取并進(jìn)行缺陷處理�����。
3.“預(yù)覽數(shù)據(jù)”:對之前保存的數(shù)據(jù)進(jìn)行調(diào)取���,調(diào)用數(shù)據(jù)地址為:D:\ JYT弱磁檢測\bin\Debug\datafile�。
4.“工件編號”:對工件編號進(jìn)行輸入(一般為爐號+鋼號+序列號)����;
5.“定量分選”:輸入缺陷檢測標(biāo)準(zhǔn)����,以Φ3為例����,輸入3即Φ3以下缺陷不再報(bào)告提示。
6.“機(jī)械復(fù)位”:警報(bào)解除��,探頭機(jī)械臂張開����。(一般用于緊急暫停狀態(tài)解除時(shí)點(diǎn)擊)
7.“打印報(bào)告”:對缺陷檢測結(jié)果手動(dòng)進(jìn)行質(zhì)量報(bào)告打?�。殡娮影妫?,并自動(dòng)進(jìn)行保存,保存地址為:D:\ JYT弱磁檢測\bin\Debug\ MyWord_Print�����。
8.“數(shù)據(jù)保存”:對檢測數(shù)據(jù)進(jìn)行手動(dòng)保存�����,保存地址為:D:\ JYT弱磁檢測\bin\Debug\datafile。
9.“開始檢測”:系統(tǒng)進(jìn)入自動(dòng)檢測狀態(tài)�����。
10.“缺陷警報(bào)燈”:初始狀態(tài)為綠色���,當(dāng)方鋼檢測到缺陷時(shí)變?yōu)榧t色��。
11.“PLC連接燈”:與PLC連接成功后��,該燈為綠色,當(dāng)與PLC連接斷開時(shí)該燈為紅色狀態(tài)�����。
12.“數(shù)據(jù)通訊燈”:當(dāng)PC端與PLC端數(shù)據(jù)通訊正常時(shí)為綠色��,當(dāng)與通訊狀態(tài)異常時(shí)變?yōu)榧t色��。
13.“緊急暫停燈”:當(dāng)PC端緊急暫停按鈕按下后�����,該指示燈變?yōu)榧t色����,旋起后恢復(fù)綠色狀態(tài)���。
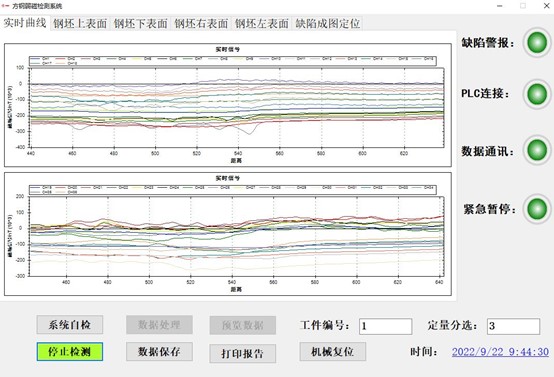
圖3. 軟件實(shí)時(shí)檢測圖
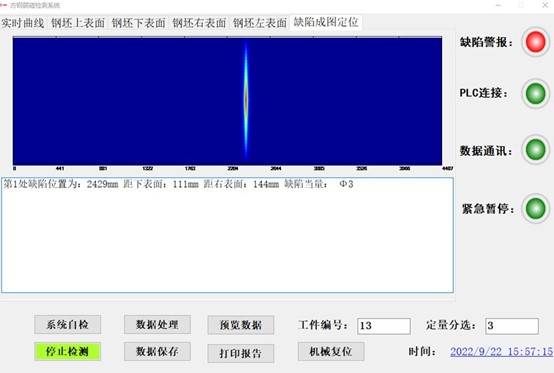
圖4.? 數(shù)據(jù)處理界面示意圖
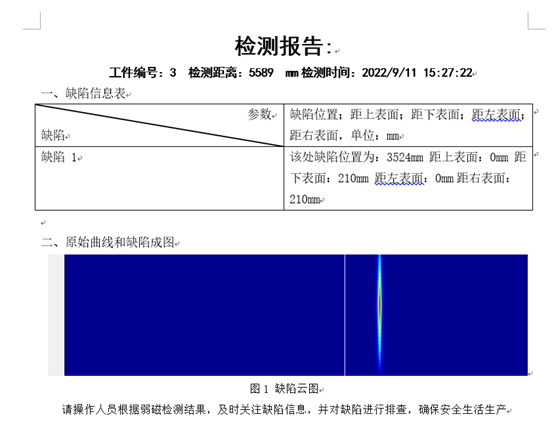
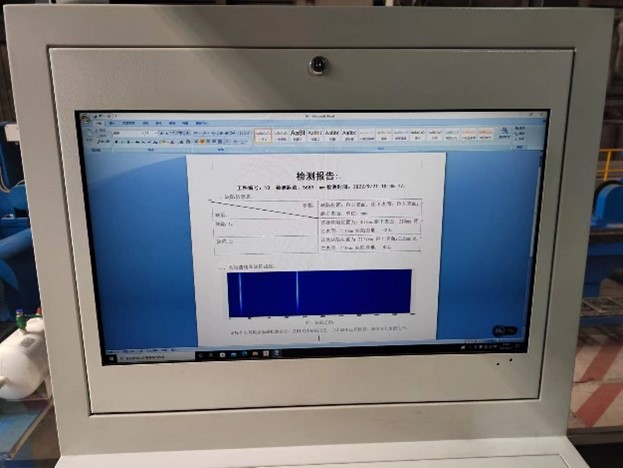
圖5. 現(xiàn)場檢測報(bào)告圖
? ? ? ?方鋼進(jìn)行去毛刺結(jié)束后���,前進(jìn)到第一組立輥處��,PLC端給PC端發(fā)到達(dá)檢測位置1處���,此時(shí)PC端進(jìn)行機(jī)械臂是否張開到位判斷,如果張開到位則給PLC發(fā)允許通過指令�����,否則方鋼原地等待���,機(jī)械臂重新張開���,直到張開到位,該流程為運(yùn)行安全考慮����,防止探頭機(jī)械臂張開未到位�,方鋼進(jìn)行沖撞對探頭進(jìn)行破壞�。
? ? ? ?方鋼前進(jìn)到檢測探頭正下方后,給PLC端發(fā)到達(dá)檢測位置2處���,PC端進(jìn)行機(jī)械臂加緊���,并給PLC發(fā)開始檢測信號。
? ? ? 檢測過程中如遇任何突發(fā)情況����,立即按下PC端或者PLC端操作臺(tái)上“緊急暫停按鈕”,系統(tǒng)自動(dòng)停止�����,此時(shí)系統(tǒng)界面會(huì)彈出“緊急停止�,請立即排除PC檢測端故障?。?�!”�,同時(shí)界面緊急停止指示燈變紅�����。在排除完突發(fā)問題后,將該檢測方鋼退回���,PLC端點(diǎn)擊“自動(dòng)檢測”后�,PC端點(diǎn)擊彈窗上的“確定”按鈕即可自動(dòng)進(jìn)行初始化���。切記不可在方鋼未退出檢測端前點(diǎn)擊彈窗的確定按鈕�。在方鋼退出前��,軟件端需點(diǎn)擊“機(jī)械復(fù)位”按鈕打開機(jī)械臂�����,防止機(jī)械臂加緊狀態(tài)中鋼坯退回造成損壞����。
? ? ? ?方鋼檢測完成后,探頭機(jī)械臂自動(dòng)張開��,并停止測磁���。系統(tǒng)自動(dòng)進(jìn)行數(shù)據(jù)處理��、數(shù)據(jù)保存��、以及打印報(bào)告并自動(dòng)保存質(zhì)量報(bào)告等功能�,并自動(dòng)進(jìn)入缺陷成圖定位界面。如果方鋼檢測合格則給PLC發(fā)合格信號��,對方鋼進(jìn)行分選放置��,如果檢測不合格�,則軟件端進(jìn)行報(bào)警提示,缺陷警報(bào)燈變紅����。同時(shí)1750控制檢測端警報(bào)燈變紅,警報(bào)響起�。給PLC端發(fā)不合格信號,并進(jìn)行分選放置�。
? ? ? ?檢測完成無需進(jìn)行任何操作,等待下一根方鋼進(jìn)入檢測端��,自動(dòng)進(jìn)入檢測原始信號界面�����,并循環(huán)進(jìn)行業(yè)務(wù)流程����。
?
?